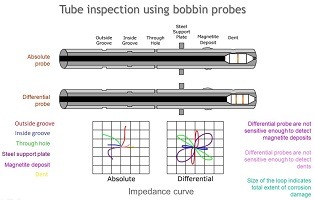
Eddy Current Testing (ECT) is very sensitive to a great number of variables making it a powerful examination tool. The eddy current testing method is based on inducing electrical currents (eddy currents) in electrically conductive materials. For tube inspection, bobbin type probes are used. In theory, any defects in the material such as cracks, pitting, wall loss or other discontinuities will disrupt the flow of the eddy currents and be detected by the instrumentation. Most heat exchanger bundles contain supports that are many times likely targets for service type damage such as fretting, galvanic or oxygen concentration cell corrosion. Multi-frequency channel systems are capable of suppressing or mixing out the unwanted signals responses from supports in order to closely interrogate the material under and near the supports. Mixing is also used for the detection of defects near, at, or within the tubesheet. Conventional eddy current testing is employed primarily on non-ferrous (nonmagnetic) materials due to permeability effects of ferrous materials. Many times eddy current testing is preferred to IRIS (internal rotary inspection system) inspection as the cleanliness of the tubes is less critical. Additionally, the productivity of eddy current testing can be as much as 3 – 4 times faster than this type of UT inspection. The probe needs a good fill factor to be sensitive (0.85 to 0.9). The probe centering is also important for uniform sensitivity and reduced lift-off signal.
Principle Behind Tube Testing
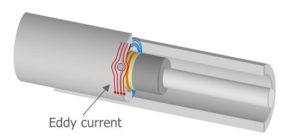
Two coils are excited with an AC current, producing a magnetic field around them.
The magnetic field penetrates the tube material and generates opposing AC currents in the material. These currents are called “eddy currents”.
Any defects that change the eddy current flow will change the impedance of the coils in the probe.
These changes in the impedance of the coils are measured and used to detect defects in the tube.
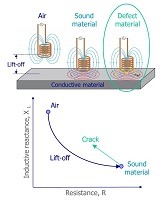
Impedance Plane
A coil in air has an impedance, which results from a resistance and a reactance.
If the coil moves closer to a conductive material, the impedance of the coil changes and follows the Lift-off path.
When the coil is over the surface of the material, the impedance stabilizes to its sound value.
If the coil passes over a defect in the material, the impedance of the coil changes and follows the crack path.