In MFL technique, the test object is uniformly magnetized, close to magnetic saturation. If any defect is present in the object, due to reduction in effective magnetic permeability and cross sectional area, magnetic flux lines leak out of the object surface around the defect. The leakage flux in three directions viz, Bx (along the measurement surface and perpendicular to the length of the defect), By(along the measurement surface and parallel to the length of the defect), Bz (perpendicular to the measurement surface) can be measured using magnetic field sensors and can be correlated with the shape and size of the defect responsible for the leakage flux.
 Skip to content
Skip to content 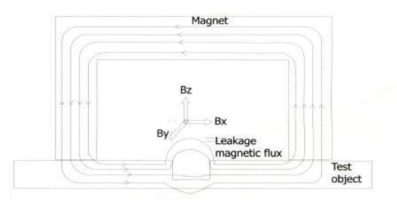
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator


